System assessment
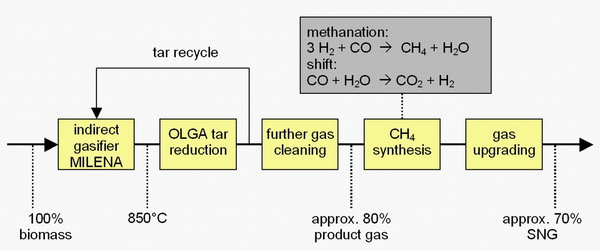
The optimum system concept is based on a gasifier that produces a (almost) nitrogen-free syngas (i.e. indirect gasifier) with preferably high amount of methane (i.e. low-temperature gasifier). The MILENA gasifier can be operated at indirect gasification conditions and at a temperature of about 850°C producing such a syngas. Due to the (relatively) low temperature the syngas will, however, contain tars as well. These tars can be removed with the OLGA tar removal technology developed by ECN. The tars are recycled to the gasifier in order to increase efficiency, whereas the tar free syngas is cleaned from other contaminants (e.g. sulphur and chlorine). The clean syngas can than be fed to a combined shift and methanation process, converting the syngas into SNG. After methanation, further upgrading (e.g. CO2 and H2O removal) is required in order to comply with the desired SNG specifications. All (main) process steps are schematically presented in the figure below.
As the SNG is injected in the existing HTL network compression has to take place somewhere along the production line. This can either be done by (front-end) pressurised gasification or (back-end) syngas compression. In case of syngas compression, the compression will preferably take place after cleaning (i.e. compression of tar free syngas) but before methanation (i.e. smaller methanation and CO2 removal at elevated pressure to allow pressure swing absorption). In both cases the SNG product will become available at the desired 66 bar.