Gasification technology
In the MILENA gasifier the 15% wet biomass is converted into an N2-free product gas with high initial methane content. The gasification section is operated at 870°C with steam as fluidisation medium. For inertisation of the feeding system CO2 is used to prevent N2 dilution of the product gas. The sand is heated in the combustion section, which is operated at 965°C. The heat is produced by combustion of the gasification char. Also char-containing cyclone ash and liquid heavy tars separated in the OLGA collector are recycled to the combustor for combustion. Air is used as combustion medium. The full airflow originates from the OLGA Stripper and contains all the light tars that were removed from the product gas in OLGA absorber. Combustion ash leaves the combustor with the flue gas and is recovered in the flue gas filter.
In the table below the product gas compositions (on wet basis) are presented for the raw product gas after the gas cooler and the cleaned product gas after the gas cleaning. Calculations are made with the validated in-house ECN expert model for gasification and gas conditioning. Tar concentrations are estimated based on experiments in the ECN lab-scale MILENA gasifier operated at 880°C.
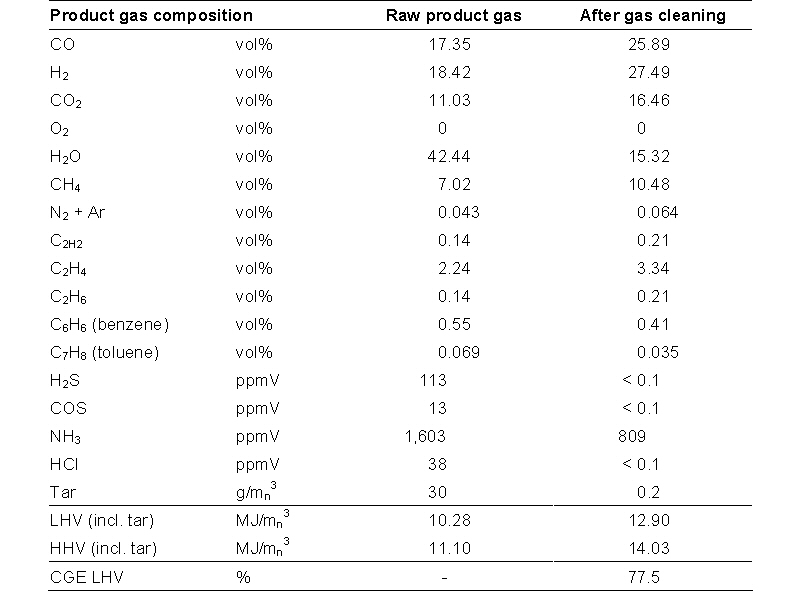
In the calculation of the impurities concentrations it is assumed that 50% of the sulphur in the biomass fuel ends up in the product gas, of which 90% as H2S and 10% as COS (no CS2). The remainder is retained in the char or has formed volatile salt compounds that are removed as particles in the cyclone. For chloride it is assumed that 20% of the fuel chloride ends up as HCl in the gas, the remainder is removed as (potassium) salts in the cyclone. For fuel-nitrogen a conversion of 50% into NH3 is assumed, the other part is converted into N2 or retained in the char (no HCN).