Gasification technology
Technology selection
In an optimum bio-SNG system already a high concentration of methane is produced in the gasification step. Different biomass gasification technologies are available. These can be divided into two categories: high-temperature and low-temperature gasification. High-temperature gasification (typically above 1200°C) results in a gas, which merely contains H2 and CO as combustible components. At low-temperature however (typically below 1000°C), also hydrocarbons are present in the gas. A circulating fluidised bed (CFB) gasifier operated on biomass operated at 900°C typically produces a gas containing 50% hydrocarbons (mainly methane, ethylene, and benzene) on energy basis.
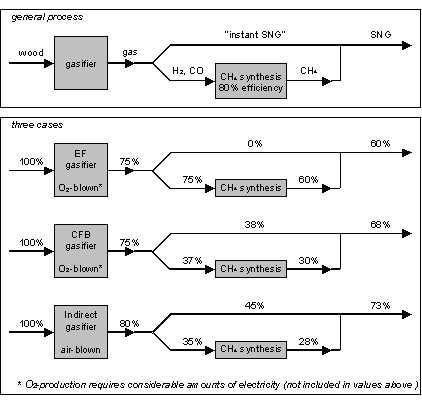
A high initial yield of CH4 (“instant SNG”) is attractive, since the alternative conversion of H2 and CO to CH4 (methanation) involves approximately 20% efficiency loss (heat production). the figure below schematically shows possible cases for overall biomass-to-SNG processes with typical efficiencies for three different gasification technologies: high-temperature entrained flow (EF, typically 1400°C), circulating fluidised bed (CFB, typically 900°C), and indirect or allothermal gasifier. The envisaged high overall efficiency of biomass to SNG of the latter option has been the reason for ECN to start the development of an indirect gasification technology, called MILENA.
Indirect (or allothermal) gasification is characterized by the separation of the processes of heat production and heat consumption. It therefore generally consists of two reactors, connected by an energy flow. The biomass is gasified in the first reactor and the remaining solid residue (char) is combusted in the second reactor to produce the heat for the first process. Hot sand is circulated to transport the heat from the combustor to the gasifier. These Indirect gasifiers theoretically are operated at an equilibrium based on the temperature dependence of the char yield in the gasifier. This means that at a low temperature, much char is remaining from the gasifier. Since this char is combusted to produce the heat, the temperature will rise until char yield matches the energy demand of the gasification. Examples of this process are the FERCO/SilvaGas-process developed by Battelle and the FICFB-process developed by the University of Vienna. An overview is given in reference [1].
Indirect gasifiers generally produce two gases: a medium calorific product gas with little or no nitrogen and a flue gas. The production of an N2-free gas without the need of air-separation is one of the advantages over direct gasification processes like a CFB. Another important advantage is the complete conversion. The ashes that remain contain little or no residual carbon since this is the product of a combustion process. Indirect gasifiers also have the option to deal with residues from e.g. gas cleaning such as tars. These can be added to the combustor and contribute to the overall efficiency rather than impose a waste problem.
MILENA technology
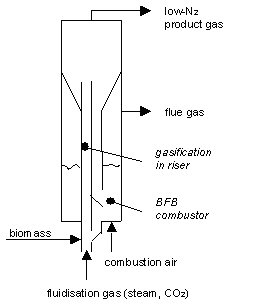
MILENA is the name of a technology developed by ECN to fulfil the demands of a biomass-to-SNG process with a high efficiency. MILENA a is an indirect gasifier operating similarly to the FERCO/Silvagas-concept: biomass is heated and gasified in a circulating flow of hot sand and the less reactive remaining solid char is directed to the combustor where the circulating sand is heated. However, the MILENA design is different, i.e. it has an integrated design, is mechanical more robust, easier scalable, and more suitable for pressurized operation. The gasification takes place in a riser, whereas a bubbling fluidised bed serves as combustor. The two reactors are integrated as schematically shown in the figure below. The design is simple and relatively inexpensive.
ECN constructed a lab-scale MILENA gasifier in 2004 (figure below) with a capacity of approximately 5 kg/h of biomass. The MILENA facility is integrated in the lab-scale test park at ECN. It therefore can be connected with one or more of the following units: TREC-reactor for high-temperature tar removal and filtering, high temperature ceramic dust filter, gas cooler, OLGA tar removal, water scrubber, dry gas cleaning, compressor, SOFC, Fischer-Tropsch synthesis reactor, or gas engine.

The MILENA can also be operated as ‘conventional’ bubbling fluidised bed (BFB) gasifier. In this mode also a nitrogen-free product can be produced via oxygen-blown gasification, however the efficiency is lower. In the following two sections results from gasification tests with the MILENA gasifier as well as results from an oxygen-blown BFB gasifier are presented (i.e. the ECN lab-scale unit WOB). The latter are included for comparison.
References:
A. van der Drift: An overview of innovative biomass gasification concepts. In the proceedings of the 12th European Conference on Biomass for Energy, 17-21 June 2002, Amsterdam, The Netherlands.