Gas conditioning
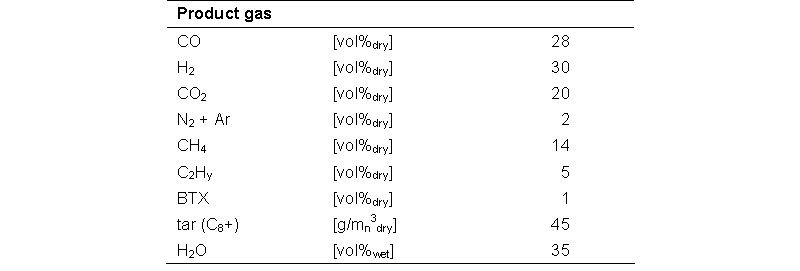
After the gas treatment, the MILENA product gas (table below) requires additional conditioning before it is suitable for catalytic methanation. Conditioning comprises steam addition, adjustment of the H2/CO ratio, and conversion of the remaining (unsaturated) hydrocarbons.
Carbon formation
Carbon formation (coking) is potentially serious threat for the methanation process [1]. Carbon can be formed by several mechanisms, such as:
2 CO <-> CO2 + C (Boudouard reaction)
CO + H2 <-> C + H2O
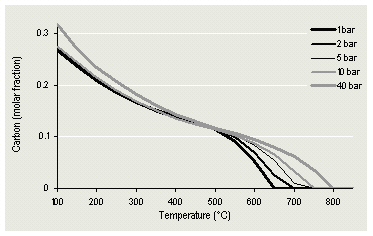
The formation of carbon is undesired, because it results in loss of conversion efficiency, but also in deactivation of the catalyst by carbon deposition. Adding steam to the synthesis gas can suppress this reaction. As shown in the figure below, at thermodynamic equilibrium carbon formation is present below 650°C (i.e. the methanation temperature range), regardless of the pressure. The pressure has an influence on the extent of the carbon formation, but only above 550°C, where lower pressures give less carbon formation. Carbon formation is (thermodynamically) completely suppressed above 650°C at 1 bar and above 800°C at 40 bar.
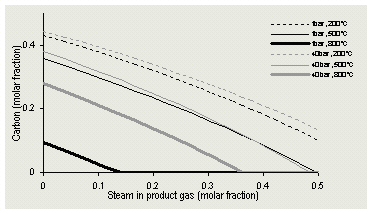
Carbon formation is suppressed by steam present in the gas. A variation of the steam content in the gas entering the methanation was thermodynamically modelled and the effect on carbon formation is given in the following figure. It is clear that at low temperatures, independent of the pressure, large amounts of steam are necessary in the gas to prevent carbon formation based on thermodynamic equilibrium. At higher temperatures less steam is necessary and the exact amount depends on the pressure. Although the steam content of the raw MILENA product gas is already as high as 35.4%, according to the thermodynamic equilibrium this is not even enough to suppress carbon formation at low temperatures (200-500°C).
In the real practice of methanation, it has generally been observed that carbon formation is a problem, but that the amount of steam necessary to prevent this is lower than predicted by the thermodynamic equilibrium, although still considerable. In the ECN experiments a steam to dry gas ratio of 1:1 was selected (i.e. 50% water in the gas).
Water-gas shift
In the methanation reaction three molecules of H2 are consumed for each CO molecule. The H2/CO ratio in the MILENA product gas is typically in the range of 1:1. Typical methanation catalysts are nickel-based. Although these catalysts exhibit some water gas-shift activity that will produce in-situ additional H2 with the steam in the gas, it is preferred to add a water-gas shift step upstream of the methanation reactor. As steam is added for the shift, also the H/C ratio of the gas is improved with respect to prevention of soot formation.
In the system bio SNG line-up with water condensation and intermediate pressurisation the resulting product gas is almost completely dry (i.e. high risk of soot formation and the in-situ shift cannot take place as initially no water is present). Therefore, in this experimental line up a water-gas-shift reactor with steam addition was installed in the feed line to the SNG reactor. The fixed-bed reactor with a commercial shift catalyst was isothermally operated at temperatures between 330 and 400°C (as required to establish the desired H2/CO ratio).
In the table below the experimental conditions and the test results are summarised. Experiment 1 with only H2, CO, and N2 was carried out to test the functional operation of the reactor at 330°C and with 46% of steam in the gas on wet basis (or almost a 1:1 ratio of steam to dry gas). When CO2 was added to the feed gas the H2/CO ratio decreased (experiment 2) and a 15°C temperature increase was required to reach the same H2/CO ratio.
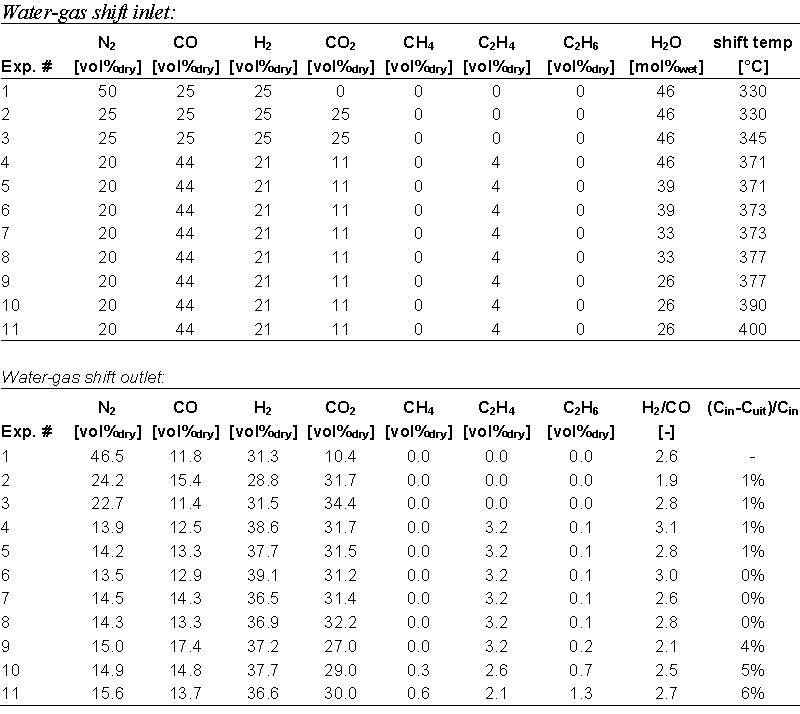
In experiments 4 to 11 a product gas from indirect or oxygen-blown gasification is simulated but with a very low H2/CO ratio of 0.5. N2 is used to represent all inert hydrocarbons (e.g. CH4). C2H4 was included in the feed gas as this compound can react over the water-gas shift catalyst. The main purpose of the experiments was to find the minimum steam concentration at which no carbon formation occurred.
In experiment 4 the H2/CO ratio of 3:1 is established at 371°C. As expected, part of the ethylene is converted into H2 and CO and a small part is hydrogenated into ethane (C2H6). When the steam content is decreases (to 39%), the H2/CO ratio also decrease and a small temperature rise is necessary to restore the H2/CO ratio (compare experiments 4, 5, and 6). The same phenomenon is observed at a further decrease of the steam content to 33% (compare experiments 6, 7, and 8).
When at 377°C the steam content is increased to 26% on wet basis (or a steam to dry gas ratio of 0.35:1), as expected the H2/CO ratio decreases but the ratio is not restored upon increasing temperature to as high as 400°C. However, significant higher amounts of ethylene are converted with also more hydrogenation and ethane formation taking place. At higher temperatures even methanation reactions take place (experiments 10 and 11). From the carbon balance it is clear that also significant amounts of carbon are formed, which was confirmed by post-test analysis of the catalyst.
From the experiments can be concluded that on the applied commercial shift catalyst a minimum steam content of 33% on wet basis is required to prevent soot formation and undesired side reactions. This compares to a minimum steam to dry gas ratio of 1:2.
Conversion of hydrocarbons
In the water-gas shift experiments it was observed that unsaturated hydrocarbons (e.g. ethylene) may react on a catalyst surface and either are converted into CO and H2 or hydrogenated to the saturated hydrocarbons (e.g. ethane). When the conditions are unfavourable, the conversion of these unsaturated hydrocarbons may lead to excessive soot formation. In the initial methanation screening experiments with simulated product gas, carried out with commercial nickel-based catalysts, also significant soot formation occurred. It was concluded that conversion of the hydrocarbons upstream of the methanation reaction is required to protect the methanation catalyst from rapid deactivation and resulting short stand-times.
In a parallel in-house ECN project a catalytic gas condition process was developed to convert all unsaturated hydrocarbons in the product gas from indirect gasification into usable products. The patent for the process is pending. The gas conditioning process is constructed and incorporated in the integrated bio SNG lab-scale line-up that is used for the demonstration of the technical feasibility.
References:
E. Deurwaarder, H. Boerrigter, H. Mozaffarian, L.P.L.M. Rabou and A. van der Drift: Methanation of MILENA product gas for the production of bio-SNG. In the proceedings of the 14th European Biomass Conference & Exhibition, 17-21 October 2005, Paris, France.