Demonstration of technical feasibility
The technical feasibility of the production of SNG from biomass is demonstrated by tests with integrated biomass gasification, gas cleaning, and methanation experiments. In the experiments upgrading of the raw product SNG, i.e. water and CO2 removal, was not included for practical considerations. Furthermore, water and CO2 removal are well-known and commercially available technologies.
Pressurised system
The first demonstrated integrated system line-up is based on atmospheric gasification in combination with pressurised methanation as shown in the figure below [1]. Biomass (beech wood) is gasified in the ECN lab-scale atmospheric bubbling fluidised bed gasifier “WOB”. Oxygen is used as gasifying medium to produce an essentially nitrogen-free product gas and steam is added to moderate the temperature in the bed of the gasifier. The gasifier is typically operated at 850°C. The raw product gas passes a high-temperature gas filter (ceramic candle) operated at 350°C to remove essentially all the solids.
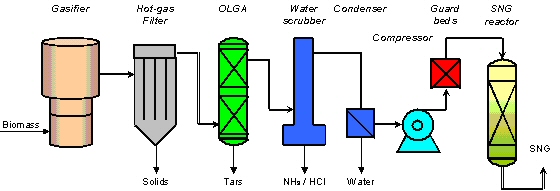
The product gas contained approximately 23 g/mn3 of tars, almost 1.5 vol% of benzene, toluene and xylene (BTX), and more than 10 vol% of CH4 and C2 hydrocarbons (table below). The lab-scale OLGA unit is operated to remove all the tars, while benzene and toluene were removed for approx. 25 and 50%, respectively. In a larger installation the OLGA unit will bed designed to remove BTX to lower levels. The gas leaving OLGA at a temperature of 80°C (determined by the water dewpoint of the gas) is further cooled and cleaned from NH3, HCl, and other inorganic impurities in a water scrubber at room temperature.
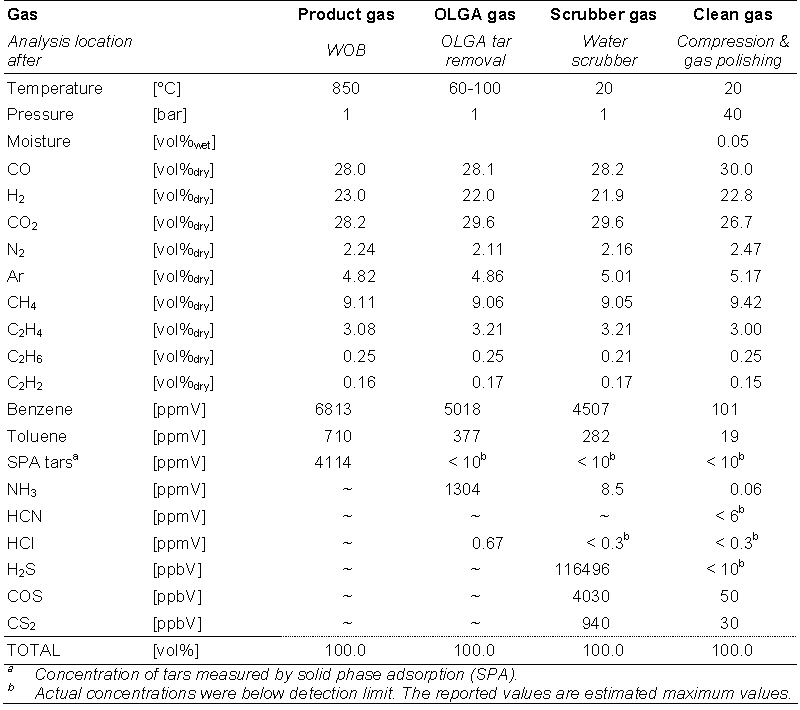
Both the OLGA and the water scrubber are equipped with a stripper to regenerate the washing oil and water, respectively. In the lab-scale line-up these stripper gases are flared, whereas in full-scale installations the stripper tars and NH3 would be recycled to the gasifier. Water is condensed from the clean gas and subsequently the gas is compressed to 60 bar. The compressed gases are passed through a ZnO filter to remove the H2S and an active-carbon guard bed to remove all remaining trace impurities. Most of the sulphur is present as H2S with only a few percent COS. H2S is removed by the ZnO filters, COS (and CS2) by the active-carbon guard beds. In this system with water scrubber and guard beds at elevated pressure the critical components were removed to < 10 ppbV (H2S), 50 ppbV (COS), and < 0.3 ppmV (HCl, detection limit).
Methanation was carried out in micro-flow fixed bed reactor (gas flow approximately 10 Ln/h) with a Ruthenium catalyst. The test was successful and the first biomass-based SNG was produced. However, loss of catalyst productivity was observed within several hours of testing, which was due to significant soot formation as was confirmed by post-mortem analysis. Optimisation of this line-up not continued as other system line-up without water condensation and pressurisation was selected (see next section).
Atmospheric system
The second integrated system line-up is based on atmospheric gasification in combination with atmospheric methanation as shown in the figure below. The system line up consists of gasifier (i.e. WOB), gas cleaning (i.e. hot gas filter, OLGA, and SACHA), gas conditioning and methanation (i.e. the SNG reactor). The methanation section was constructed and operated on full capacity of the cleaned product gas (1.5 mn3/h). Water condensation was avoided by operating the gas cleaning and gas conditioning section above the water dew point.
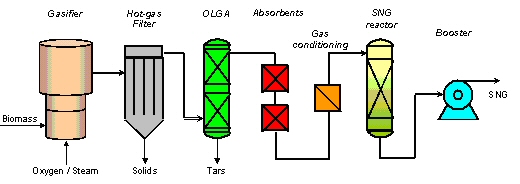
The bubbling fluidized bed gasifier (WOB) is operated at 850°C and with beech wood as feedstock. A mixture of oxygen and steam was added as gasification agent to avoid N2 dilution of the product gas. A Hot Gas Filter (HGF) downstream the gasifier reduces the dust concentration in the product gas. Subsequently, OLGA removes heavy and partly the light tars in two separate columns. SACHA was installed for the removal of chlorine (HCl) and sulphur compounds (H2S, COS, CS2, mercaptanes). SACHA is composed of 3 separate packed beds with different sorbent materials. The unsaturated hydrocarbons were catalytically converted in the gas conditioning section to avoid soot formation in the methanation section. The methanation section consisted of three adiabatic catalytic reactors.
Three functional tests were performed with this system line up of the figure above. In the first functional test the gas cleaning was tested for the removal of tar, sulphur and chlorine compounds. The second test was performed to investigate the removal of unsaturated hydrocarbons in the gas conditioning section. The last test was done with the integrated installation to obtain the performance of the methanation section. In the last test the integrated system has run for approximately 2 hours. The gas composition downstream each section in the installation is given in the table below. The first and third functional tests were successful. During the second test the catalyst in the gas conditioning section lost activity within 15 minutes. The deactivation was caused by soot formation. In the third functional test, the conditions of the gas conditioning section were changed, which solved the problem of deactivation.
The gas cleaning removed dust, tar, chlorine and sulphur compounds sufficiently to prevent fouling or deactivation of the catalyst in the gas conditioning or methanation section. The HGF removed dust to a concentration well below the detection limit of 10 mg/mn3. OLGA removed 96% of the tars. The remaining 4% was composed of light compounds. The tar dew point of 90°C downstream OLGA was relatively high, but low enough to avoid tar condensation in SACHA. Deactivation of the catalyst due to the presence of tar was not observed. Although SACHA was build for chlorine removal, OLGA removed the bulk of the chlorine. The chlorine content in the product gas downstream SACHA was below 200 ppbV. The bulk of the sulphur was removed in SACHA. The total concentration of sulphur in the product gas downstream SACHA was below 200 ppbV.
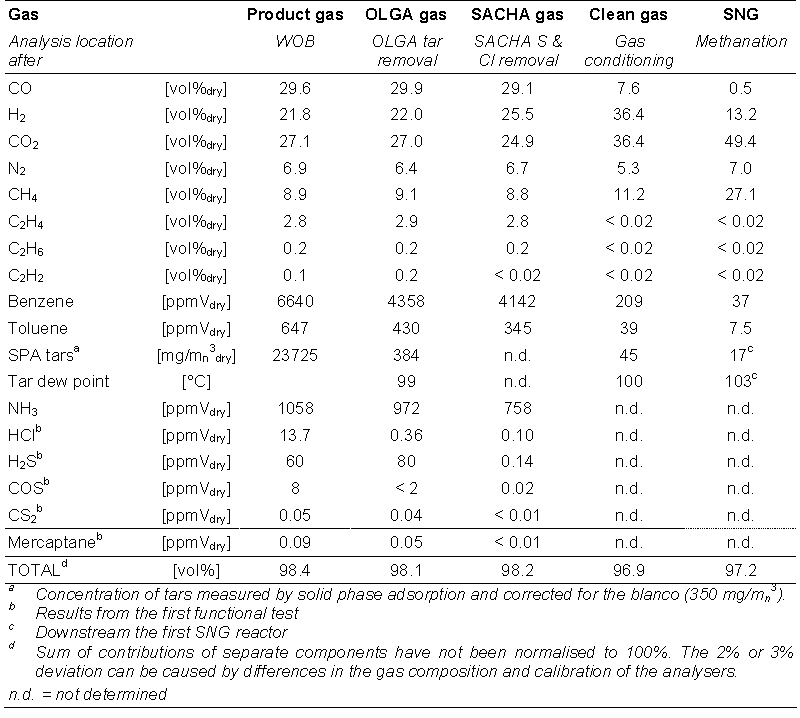
The gas conditioning section removed the bulk of the unsaturated hydrocarbons, and therewith, protects the catalyst in the methanation section against deactivation with soot. The concentration of C2H4 was reduced below the detection limit and benzene and toluene were removed for 95% and 89% respectively. The reduction in tar concentration is attributed to tar conversion in the gas conditioning section, because SACHA is expected not to remove tars. The reduction in concentration did not lead to a lower tar dew point. The tar dew point downstream the gas conditioning section is dominated by 2 mg/mn3 of heavy tars. When 2 mg/mn3 of heavy tar is eliminated than the dew point downstream the gas conditioning section decreases to 0°C. The removal of 2 mg/mn3 of heavy tar downstream OLGA results in a higher dew point of 65°C. Methanation reactions in the gas conditioning section resulted in an increasing CH4 concentration and the CO and H2O content decreased due to the water gas shift reaction.
The methanation section produced the bulk of the CH4. The CO or CO2 in the product gas reacts with H2 to form CH4 and water. Therefore, the water content of the gas increased together with the CH4 concentration, consuming H2 and CO. To meet the specification of SNG (after upgrading) tar, CO and H2 should be further reduced in concentration. Tar can be further removed in OLGA. The H2 and CO specifications can potentially be reached by changing the conditions in the methanation section or with the application of an additional methanation reactor.
To meet the specification of SNG gas, additional upgrading downstream the methanation section will be necessary. The upgrading concerns the removal of CO2, and H2O and the reduction in N2 concentration. The bulk of the CO2 can be removed with a CO2 separation unit. The N2 in the SNG gas can be reduced by the replacement of the N2 purge on the biomass feeding system with a CO2 purge. The CO2 is available from the separation unit. Finally, the gas must be dehydrated. The upgrading can be done with available technology and was therefore not included in the experimental installation.
As a conclusion, the integrated atmospheric gasification installation with atmospheric methanation has run properly. The impurities like dust, sulphur and chlorine have been removed sufficiently and the gas conditioning section removed the bulk of the unsaturated hydrocarbons. To meet the SNG specification, the system (OLGA and methanation section) must be optimised in tar, H2 and CO removal. In future development the process will be optimised by the application of an additional methanation reactor or by changing the methanation conditions. It is expected that the gas conditioning section also reduced the tar concentration from 345 mg/mn3 to 39 mg/mn3. Methanation reactions resulted in an increasing CH4 concentration and the CO and H2O content decreased due to the water gas shift reaction.
References:
H. Boerrigter, H.P. Calis, D.J. Slort, H. Bodenstaff, A.J. Kaandorp, H. den Uil and L.P.L.M. Rabou: Gas cleaning for integrated biomass gasification (BG) and Fischer-Tropsch (FT) systems. ECN, ECN-CX--04-004, 2004, The Netherlands (confidential).